Mask Operations Upgrade
Semiconductor Client
In a multi-billion dollar industry where companies feel pressure to continually innovate and increase efficiency, semiconductor manufacturers cannot afford to have anything stop production in their fabrication facilities. This global semiconductor client discovered that the cleanroom in their aging mask operations facility was at risk of going out of compliance due to the state of the mechanical systems. The client chose SSOE, through our Joint Venture Design / Build partnership with JE Dunn, to embark on a nearly 2-year, $150 million project to modernize the facility, bringing it up to specification and into compliance with current standards for code, reliability, and safety.
Upgrading of the facility’s mechanical and process systems was a large undertaking. The work included:
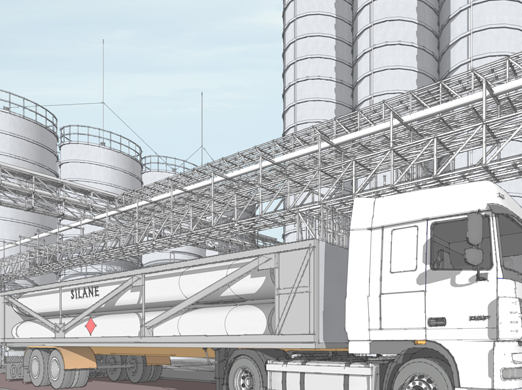
Hazardous chemical storage space. SSOE addressed the need by expanding the chemical storage space and necessary support systems including exhaust fans and scrubbers, and safety treatment systems for chemical storage areas.
Acid waste neutralization system. SSOE upgraded this system by adding a caustic storage and distribution system and reaction tank modifications.
Additional mechanical and process system upgrades. These included chilled water, heating water, system cross-ties to provide redundancy, process vacuum, house vacuum, and process chilled water supplying the process tools in the fab.
BIM2Fab. SSOE performed detailing of the heating water and chilled water piping to produce fabrication drawings of the piping for the system crossties.
Clean-up. To create adequate space for all new systems, the team demolished and removed obsolete equipment.
A small team on the ground at the client’s facility received support from a remote design team residing in multiple SSOE offices. The project team made extensive use of BIM and Point Cloud software, eliminating the need to locate an entire team on the client’s site. This resulted in significant project savings and allowed the team to make the most of the resources available to them.

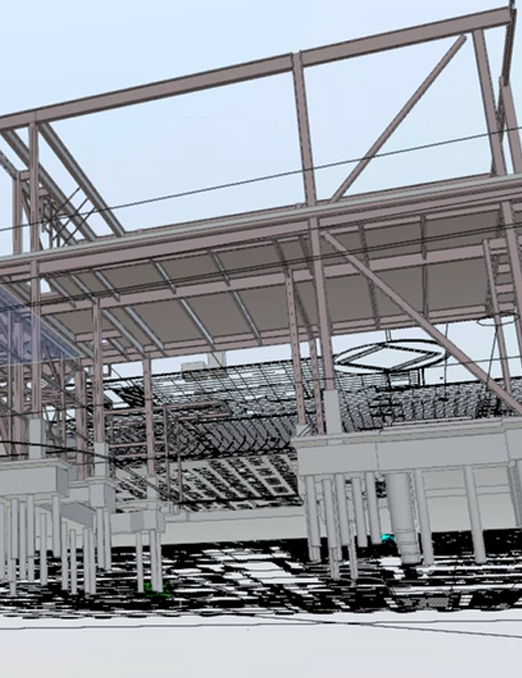
 Subfab & Perimeter Laterals
Subfab & Perimeter LateralsAutodesk Construction Cloud (ACC) is SSOE’s enterprise-wide project delivery platform. We partner with the Autodesk Product team and have research access. Use of the AI Assistant allows our design teams, owners, and general contractors the ability to query the project specifications for quality, answers, and more rapid responses to RFIs, submittals, or issues.
SSOE has developed a proof-of-concept to use an AI Agent to act as a Master Engineer and Architect trained in SSOE’s processes, best-known-methods, and trainings. Our data structure is being remodeled to enable better use of our proprietary knowledge to train the agent on the ‘SSOE way’.
SSOE is actively piloting AI Chat large language models (LLMs) or copilots that use Natural Language Processing (NLP) to streamline both design and development tasks, transforming how our teams interact with software and each other.
By integrating chat LLM engines into platforms like Revit, we’re enabling users to prompt complex actions using simple, conversational commands. In Revit, this means automating tasks such as modeling elements, cleaning up parameter data, managing annotations and dimensions, and organizing sheets—without writing scripts. These automations and quality prompts can be shared across project teams, accelerating workflows and reducing manual effort.
Similarly, our internal Software Development Community is leveraging GitHub Copilot to expedite coding tasks. Developers can generate and refine code using NLP prompts, tapping into GitHub’s extensive Repo to move faster from concept to implementation.
Together, these tools represent a shift from traditional, expert-driven scripting to intuitive, AI-assisted automation, unlocking new levels of efficiency and scalability across our projects.
We helped our client visualize and optimize façade design for occupant comfort—long before breaking ground through the use of the Autodesk Forma tool. It allows the designer to rapidly experiment with the building’s geometry and façade design to promote sustainability, prioritizing quality of spaces and comfort for end uses, especially in extreme climates (daylighting and microclimate analysis tools) at the project’s exact geographic location, using location-specific environmental data.
Discover how SSOE is using Autodesk Forma to improve sustainability outcomes for industrial projects: SSOE Group: Improving sustainability outcomes for industrial projects with Autodesk Forma.
SSOE is utilizing Microsoft Copilot Edge and M365 to significantly enhance work efficiency and accuracy across various departments. Copilot is accessible to all staff after training. Key areas of application include using it as a writing assistant, for idea generation, document summarization and generation, research assistant, excel assistant, programming code assistant, language translations, product comparison and data analysis. Use of Copilot has become part of the everyday life of SSOE employees who have identified key ways it can help them become more efficient with their daily tasks as well as more accurate in their deliverables.
Today, 100% of SSOE employees have taken the voluntary training and have access to Copilot Edge, achieving early our October 1, 2025 goal.
We found ourselves in need of a more robust tool to enhance resource forecasting and staff assignment capabilities. Instead of waiting for the perfect tool, we’re building it. SSOE’s in-house technology team has developed and piloted a tool that aims to forecast optimal staff mix and duration for new projects against existing workload to better understand capacity and manage resources efficiently. Additionally, the tool will allow teams to identify gaps to optimal staff mix.